Quality Overview

Qualities options control the piercing of a material and the cutting speed
Quality affects how quickly the abrasive jet head moves as it cuts a part. The slower it moves, the higher the cut quality. At the highest quality (a Quality of 5), the abrasive jet head moves its slowest. Qualities 1 through 5 use abrasive and water to pierce the material. Because the abrasive jet head is moving quickly, however, the surface finish obtained with a Quality of 1 is rougher than that obtained with a Quality of 5 (which is a smooth finish).

Notice that as the Quality numbers get lower, the surface finish gets rougher.
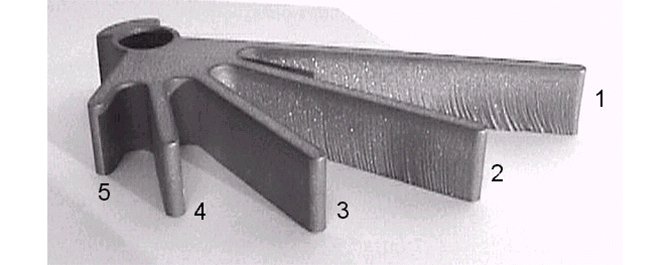
Each leg of this part was made at a different Quality
If a Quality of 1 does not cut all the way through your part, then something is wrong with the setup. The thickness, material, or another value may have entered incorrectly. The nozzle may also need adjustment or replacement. Do not try to slow the machine down by entering a higher Quality.
In most cases, setting the Quality is a compromise between getting the best surface finish in the least amount of time. When first using the OMAX on a particular material, a Quality of 3 is a good Quality to choose. If the finish is too rough, increase the Quality. If the finish is acceptable, you might want to lower the Quality to see if you can make the part in less time.
Sometimes, you will not cut all the way through when using Quality of 1. This is normal because Quality of 1 means "Just barely cut all the way through." If the nozzle is not in tip-top shape, you will have a slight attachment between your part and the scrap. This may occur in spots here and there around the edge of the part.
For this reason, Quality of 1 is reserved as a "Special Case" quality used for fine-tuning, and for advanced users. Use Quality of 2 for most fast machining.
Likewise, Quality of 5 is overkill for most machining practices, and should be reserved for special cases by the advanced user.
Surface Quality does not correspond to tolerance. A Quality of 3 is the recommended Quality for most applications.
Quality of 1
A Quality of 1 gives a very low tolerance and rough finish. With a poor performing or old nozzle, it is likely that the part will not cut all the way through, and may need to be "banged out with a hammer." Because of this, this Quality is reserved only for very crude "roughing out" work, where speed is of highest importance.
Beginning users should not use this Quality at all, because of the potential of being frustrated by "skipped cuts" where the cutting did not make it all the way through, or corners that do not look as good as desired.
The original definition of Quality of 1 was to cut at such a rate that the material would just barely separate (Material separation speed). OMAX has slowed this quality down slightly to help provide some tolerance for worn nozzles or other factors that might otherwise cause material separation problems.
Quality of 2
A Quality of 2 is a general purpose "rough out" quality that improves upon Quality of 1 to give slightly better surface finish, and slightly more corner compensation. This is a good quality to use for rough-out type work where tolerance is not very important, speed is important, and you do not wish to have any of the associated problems of Quality of 1.
For straight line cutting, a Quality of 2 is the speed it would take to separate a material that is twice as thick as the material currently being machined. (Or roughly twice as slow as a separation cut.) Note that this is a slightly different meaning than "surface finish," in that the surface finish is not guaranteed. What is guaranteed is that the speed of the cut is twice as slow as a separation cut.
The surface finish will be the same as the top half of a separation speed cut.
Quality of 3
Quality of 3 is a general purpose "machining" quality. Corner compensation is enabled, to ensure that corners come out reasonably sharp without wasting too much time. Surface finish is also quite good. This is by far the most commonly used cutting Quality for most parts, as it provides an excellent balance between speed, surface finish, corner compensation and precision.
For straight line cutting, a Quality of 3 is the speed it would take to separate a material that is three times as thick as the material currently being machined.
The surface finish will be the same as the top one-third of a separation speed cut.
Quality of 4
A Quality of 4 offers better surface finish and corner compensation than a Quality of 3, at a slight penalty in speed. In most cases, it also provides for slightly less taper in the part. This makes it a good cutting quality to use when you need slightly better results than Quality of 3, but there is some speed penalty.
For straight line cutting, Quality of 4 is the speed it would take to separate a material that is four times as thick as the material currently being machined.
The surface finish will be the same as the top one-fourth of a separation speed cut.
Quality of 5
Quality of 5 offers yet another level of better surface finish, corner compensation, and precision, but at a fairly severe speed penalty compared with Quality of 3. Because it is so slow, you should use it sparingly, and only where needed.
For straight line cutting, Quality of 5 is the speed it would take to separate a material that is five times as thick as the material currently being machined.
The surface finish will be the same as the top one-fifth of a separation speed cut.
Slit
Each of the five numbered Qualities also has a corresponding "Slit" setting. A Slit is not offset, but is otherwise exactly the same as the corresponding numbered Quality. A Slit with a Quality of 1, for example, will also barely cut through the material.
Slits are the same color as their corresponding Quality number, but are shown as a dotted line.
To assign a Slit, right-click on the number and choose Quality of [#] Slit from the menu.